

电焊电流的调节技巧(电焊电流的调节技巧图解)
电焊电流的调节技巧
1、电焊机电流的调节分为两级:一级是粗调,另一级是细调。其中粗调常用改变输出线头的接法,从而改变内部线圈的圈数来实现电流大范围的调节;细调常用改变电焊机内“可动铁芯”(动铁芯式)或“可动线圈”(动圈式)的位置来达到所需电流值。
2、根据所需的电流大小,旋转电流旋钮进行微调。调节时应该缓慢旋转,注意观察电流表的变化,同时观察焊接效果,以达到最佳的焊接状态。 注意安全事项。在调节电流的过程中,务必注意安全。确保工作环境干燥、通风,避免机器过载或短路,以及防止电击等危险。
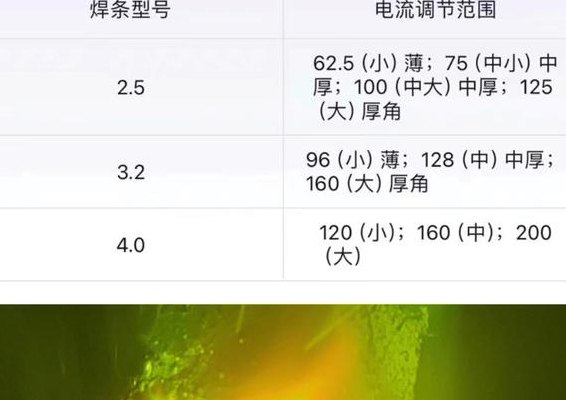
3、电焊电流应该这样调:在每包电焊条包装上,都有相对应直经焊条的电流调节范围,按照这个范围调即可。比如直径0相对应电流分别为50~80、90~130、150~210等。注意事项:那些范围只是一个参考,具体电流还要从实际出发,以所焊工件,位置调整适合的焊接电流。
4、听声音。焊接时可以从电弧的响声来判断电流的大小。当焊接电流较大时,会发出“哗哗”的声音;当焊接电流较小时,会发出“丝丝”的声音,容易断弧;焊接电流适中时,发出“沙沙”的声音,同时还夹杂着清脆的“劈啪”声。看飞溅。
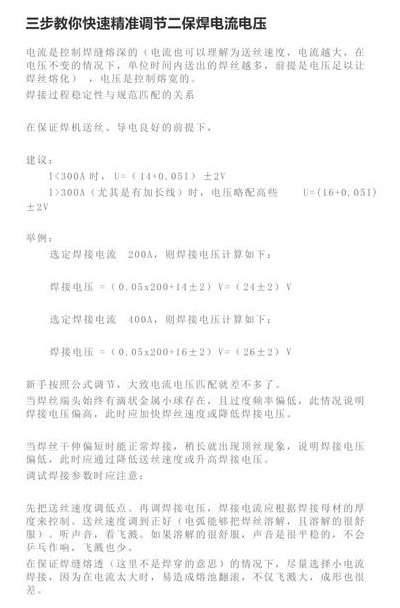
5、这个是没有具体的数值,要按照您电焊的具体输出功率来计算的。给你个电流电压的经验公式吧,电压=电流×0.05+14±2,举个例子电流200A,电压就是24±2V,焊前需要找废板子试焊,保证电弧稳定即可。
电焊机如何调电流
1、电焊机调整电流通常分为两个阶段:首先是粗调,这涉及到通过改变输出线头的接法(选择Ⅰ位置或Ⅱ位置连接)来调整内部线圈的圈数,从而实现电流的大范围调节。进行粗调时,应先切断电源,以确保安全避免触电伤害。
2、电焊机电流的调节分为两级:一级是粗调,另一级是细调。其中粗调常用改变输出线头的接法,从而改变内部线圈的圈数来实现电流大范围的调节;细调常用改变电焊机内“可动铁芯”(动铁芯式)或“可动线圈”(动圈式)的位置来达到所需电流值。
3、确定电流旋钮位置。电焊机上配有电流调节旋钮,这个旋钮用于调节焊接电流的大小。在调节之前,应确保旋钮处于初始位置。 根据焊接材料调整电流。根据所使用的焊条和焊接的材质,需要调整相应的电流。
电焊电流怎么调才能焊好
根据焊接材料调整电流。根据所使用的焊条和焊接的材质,需要调整相应的电流。通常,焊接较厚的材料时,需要使用较大的电流;而焊接较薄的材料时,则需要较小的电流,以避免材料被烧穿或者焊接不牢固。 旋转电流旋钮进行调节。根据所需的电流大小,旋转电流旋钮进行微调。
电焊电流应该这样调:在每包电焊条包装上,都有相对应直经焊条的电流调节范围,按照这个范围调即可。比如直径0相对应电流分别为50~80、90~130、150~210等。注意事项:那些范围只是一个参考,具体电流还要从实际出发,以所焊工件,位置调整适合的焊接电流。
电焊调电流有五个口诀,如下:碱性焊前的焊条需经大约350 C烘焙1小时,并随烘使用。焊前必须清除焊件的铁锈、油污、水分等杂质。焊接时,应采用短弧焊,焊道应窄。焊条在直流电源中可接正负极。电焊热影响大,不适合修补精密、微小铸造缺陷。
焊接电流可以按“一听四看”法这个方法进行调整。听声音。焊接时可以从电弧的响声来判断电流的大小。当焊接电流较大时,会发出“哗哗”的声音;当焊接电流较小时,会发出“丝丝”的声音,容易断弧;焊接电流适中时,发出“沙沙”的声音,同时还夹杂着清脆的“劈啪”声。看飞溅。
给你个电流电压的经验公式吧,电压=电流×0.05+14±2,举个例子电流200A,电压就是24±2V,焊前需要找废板子试焊,保证电弧稳定即可。
先调电压,再调电流。先将电压调整到合适的位置,再根据工件的特性和焊条规格来调整电流。烙铁热,焊接快。要保证烙铁足够热才能进行焊接,同时焊接的速度也要快,以避免过度加热。电流大,熔深深。调整电流时,要注意电流大小与熔深的关系,通常来说,电流越大,熔深越深。焊材细,电流小。
")
")
")
")
")
")
")
")