

同轴度测量方法(电机同轴度测量方法)
同轴度的测量方法
同轴度的测量方法通常有以下几种:视觉检查:通过肉眼观察工件上两个轴线的位置关系,对比其偏移情况来作出评判。轴套检查:使用专用的轴套检查器具将工件上的轴承座或关键孔中套入一定规格或标准的套筒,比较轴套与孔之间的间隙是否均匀,从而判断轴线是否同轴。
同轴度的测量方法主要包括以下几种:专用检具及组合工具测量:规则轴类零件:可使用V型支架、钢球加杠杆百分表或偏摆仪等专用检具进行测量。箱体孔类零件:则采用芯轴加杠杆百分表或圆度仪来检测同轴度。千分表测量法:适用于小件或短件的同轴度测量。
同轴度的检测方法主要包括以下几种: 利用百分表或千分表检测。这是最常用的一种方法。检测时,需要将百分表或千分表的测量头置于被测圆柱面上,然后转动被测物,观察表的读数变化。通过测量同一截面内最大读数差值,即可得到被测表面的同轴度误差。这种方法适用于中小型工件简单实用的测量。
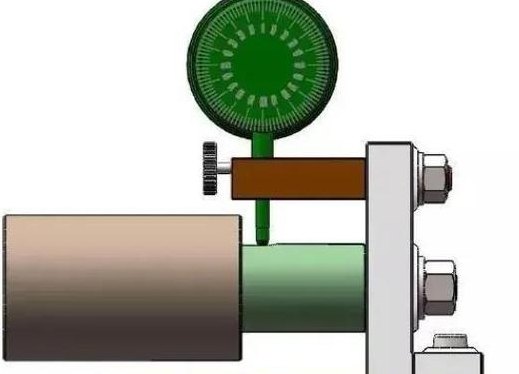
步骤一:将V形块放置平板上,调整水平。步骤二:将被测零件置于两V形块上,模拟基准轴线。步骤三:安装百分表,调节测头与工件接触,有1~2圈压缩量。步骤四:缓慢转动工件,观察百分表波动,取最大与最小读数差之半作为同轴度误差。
同轴度测量方法,用三坐标进行同轴度的检测不仅直观且又方便,其测量结果精度高,并且重复性好。同轴度公差公差带是直径为公差值Φt的圆柱面内的区域,该圆柱面的轴线与基准轴线同轴大圆柱面的轴线必须位于直径为公差值Φ0.08且与公共基准线A—B(公共基准轴线)同轴的圆柱面内。
同轴度如何测量?
1、步骤一:将V形块放置平板上,调整水平。步骤二:将被测零件置于两V形块上,模拟基准轴线。步骤三:安装百分表,调节测头与工件接触,有1~2圈压缩量。步骤四:缓慢转动工件,观察百分表波动,取最大与最小读数差之半作为同轴度误差。

2、同轴度的检测方法主要包括以下几种: 利用百分表或千分表检测。这是最常用的一种方法。检测时,需要将百分表或千分表的测量头置于被测圆柱面上,然后转动被测物,观察表的读数变化。通过测量同一截面内最大读数差值,即可得到被测表面的同轴度误差。这种方法适用于中小型工件简单实用的测量。
3、同轴度的测量方法通常有以下几种:视觉检查:通过肉眼观察工件上两个轴线的位置关系,对比其偏移情况来作出评判。轴套检查:使用专用的轴套检查器具将工件上的轴承座或关键孔中套入一定规格或标准的套筒,比较轴套与孔之间的间隙是否均匀,从而判断轴线是否同轴。
4、同轴度测量比较简单。用测量跳动的方法就可以。如果以外轴轴线为基准,就用卡盘卡住外轴,转动卡盘用百分表打准圆心,转动卡盘百分表不跳,然后将百分表头放到内轴上,测量出百分表跳动的最大值,以这个值乘以2。数值即为同轴度测量结果。
同心圆的同轴度怎么测量
同轴度测量比较简单。用测量跳动的方法就可以。如果以外轴轴线为基准,就用卡盘卡住外轴,转动卡盘用百分表打准圆心,转动卡盘百分表不跳,然后将百分表头放到内轴上,测量出百分表跳动的最大值,以这个值乘以2。数值即为同轴度测量结果。
在进行同轴度测量时,方法相对简单。利用测量跳动的方式便可实现。具体步骤为:若以外轴轴线作为基准,首先使用卡盘将外轴牢固地固定住,随后缓慢转动卡盘,并利用百分表对准圆心进行定位。在转动卡盘的过程中,需确保百分表读数保持稳定,不出现跳动现象。
同轴度的测量相对直接,主要通过检测跳动来完成。具体操作为,以外轴轴线作为基准,使用卡盘固定外轴,转动卡盘时,使百分表准确对准圆心位置,确保百分表在转动过程中不产生跳动。随后,将百分表的触头放置于内轴上,记录下百分表的最大跳动值。
同轴度的测量方法通常有以下几种:视觉检查:通过肉眼观察工件上两个轴线的位置关系,对比其偏移情况来作出评判。轴套检查:使用专用的轴套检查器具将工件上的轴承座或关键孔中套入一定规格或标准的套筒,比较轴套与孔之间的间隙是否均匀,从而判断轴线是否同轴。
同轴度测量比较简单。用测量跳动的方法就可以。如果以外轴轴线为基准,就用卡盘卡住外轴,转动卡盘用百分表打准圆心(转动卡盘百分表不跳),然后将百分表头放到内轴上,测量出百分表跳动的最大值,以这个值乘以2。数值即为同轴度测量结果。
同轴度如何检测?
1、同轴度的检测方法主要包括以下几种: 利用百分表或千分表检测。这是最常用的一种方法。检测时,需要将百分表或千分表的测量头置于被测圆柱面上,然后转动被测物,观察表的读数变化。通过测量同一截面内最大读数差值,即可得到被测表面的同轴度误差。这种方法适用于中小型工件简单实用的测量。
2、测量同轴度可以采用以下方法:利用仪器测量法 使用专用的同轴度测量仪器,如测微仪、光学准直仪等。这类仪器能精确地检测轴线的偏差和同轴度误差。 将被测工件安装到测量仪器上,调整至合适的测量位置。 按照仪器的操作说明,通过仪器显示或记录数据,得到同轴度的测量结果。
3、同轴度的测量方法主要包括以下几种:专用检具及组合工具测量:规则轴类零件:可使用V型支架、钢球加杠杆百分表或偏摆仪等专用检具进行测量。箱体孔类零件:则采用芯轴加杠杆百分表或圆度仪来检测同轴度。千分表测量法:适用于小件或短件的同轴度测量。
4、同轴度的测量方法通常有以下几种:视觉检查:通过肉眼观察工件上两个轴线的位置关系,对比其偏移情况来作出评判。轴套检查:使用专用的轴套检查器具将工件上的轴承座或关键孔中套入一定规格或标准的套筒,比较轴套与孔之间的间隙是否均匀,从而判断轴线是否同轴。
5、同轴度测量方法:应用系统功能法、极坐标测量法、求距法。应用系统功能法 即测量机软件系统中自带的同轴度和同心度测量标准子程序,用户在测量时可方便地进行调用。极坐标测量法 这是一种类似于平台测量的检测方法,其基准元素可以通过圆柱、阶梯柱、直线以及圆/圆等测量后构造的直线获得。
6、同轴度测量方法:打表法 用两个相同的刃口状 V 形块支承基准部位 ,然后用打表法测量被测部位 。利用数据采集仪连接百分表测量法 数据采集仪会从百分表中自动读取测量数据的最大值跟最小值,然后由数据采集仪软件里的计算软件自动计算出所测产品的圆度误差。
")
")
")
")
")
")
")
")