

塑胶模具结构图解(塑胶模具结构图解说明)
求塑胶类模具、二次顶类型及工作原理???
1、塑胶模具二次顶的概念是:首先所有的顶针一起同步顶出,顶出到设定的位置后,一部分顶针停止顶出而剩余的顶针继续顶出直至顶出完成。一般来说采用比较多的二次顶结构有三种,根据实际情况采用。
2、是。塑胶模具常见的二次顶出是两组顶针板同时上去,下组不动上组继续顶出,用开闭器连接。该机械开闭器是两组同时上去,上组不动,下组继续顶出,从而达到二次顶出的效果。
3、)弯销式二次顶出: 产品分析:此产品内部倒扣较大,且倒扣上有深骨位,顶出时会吃斜顶。采用二次顶出方式,能很好解决成品顶出不良、吃斜顶等问题。产品如图2所示:图2 动作原理:第一次顶出,由顶辊3推动顶针板1和顶针托板2完成。
水管90度弯头塑胶模具结构怎样做
找本注塑模具设计结构图谱看看,上面有此类模具的结构图。
切削加工。对某些外形为筒状的mpp管可由棒材或厚壁管直接切削加工成形,成都康泰塑胶MPP,如双承口管箍、活接头等。加工时金属材料的纤维流向应与mpp管轴向大致平行。对于三通、四通,成都康泰塑胶MPP、弯头类不得使用棒材直接切削加工成形。
管道,管件上的防伪。下面这个是白色高性能管的,目前市场假货较少,防伪和灰色大致一样。基本通过以上两条可以杜绝绝大部分假货。查询的时候,比如20内丝弯头,这些单位价值高的,出现假货的几率就大。比如还有用真标签copy的,那么以下的就要注意了。看做工,真货一般模具好,假货做工很粗糙。
也可以通过剪裁,热合加工包装袋、雨衣、桌布、窗帘、充气玩具等。宽幅的透明薄膜可以供温室、塑料大棚及地膜之用。经双向拉伸的薄膜,所受热收缩的特性,可用于收缩包装。
水晶柜产品经过多道工序处理,成品后柜体连接结实紧固,结构严谨,同时柜仍可抗弯曲和收缩,并具有不褪色、细腻平滑手感好等特点。 卫浴柜的安装方法 检查包件外标识是否与所订产品相符合,核对包件数、颜色、规格等。用铁锤敲开木架,用刀片将包件封口小心划开,打开包件取出产品。
看外观。外观越光洁、漂亮的产品,其使用的模具精度就越高。看工艺。在选购产品时,可以看各结合处是否连接严密,使用的螺丝、按钮等小部件制作是否细腻、安装是否紧密、接触是否良好等等。看部件。整机是由各零部件精密组合而成的,零部件的优劣直接关系到设备使用寿命和效果。
塑胶模具结构?
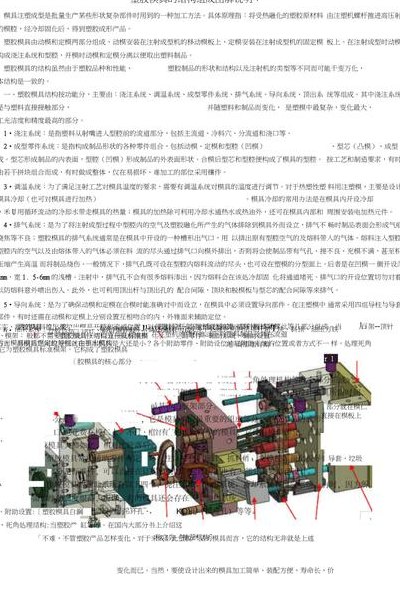
死角处理结构:当塑胶产品有死角的时候,模具还会有一个或多个处理死角的结构。如滑块、斜顶、油压缸等等。在国内大部分书上介绍这种处理死角的机构称之为“抽蕊机构”。其实,塑胶模具并不难,不管塑胶产品怎样变化,对于来成形此塑胶产品的模具而言,它的结构无非就是上述的几个方面。
塑胶模具结构主要包括由凹模组合基板、凹模组件和凹模组合卡板组成的具有可变型腔的凹模,由凸模组合基板、凸模组件、凸模组合卡板、型腔截断组件和侧截组合板组成的具有可变型芯的凸模。模具凸、凹模及辅助成型系统的协调变化。可加工不同形状、不同尺寸的系列塑件。
一般来讲塑胶模具结构包括大水口,细水口,简化细水口模具。结构细分起来,有前模行位。后模行位,隧道行位,前模内行位,后模内行位。前模弹针。前模斜顶。后模斜顶。行位带顶针,斜顶带顶针。到装模具。等等模具结构。
一般简单的塑胶模具从模具结构上讲由两板模及三板模组立,当然模具内部结构肯定就有公母模仁,滑块,EP,镶件了,油路等一些组成零件了。
塑料模具结构分为两部分:动模和定模。随注射机活动部分为动模(多为顶出侧),在注射机射出端一般不活动称为定模。因大水口模具的定模部分一般由两块钢板组成故也有称此类结构模具为两板模。两板模是大水口模具中最简单的结构。
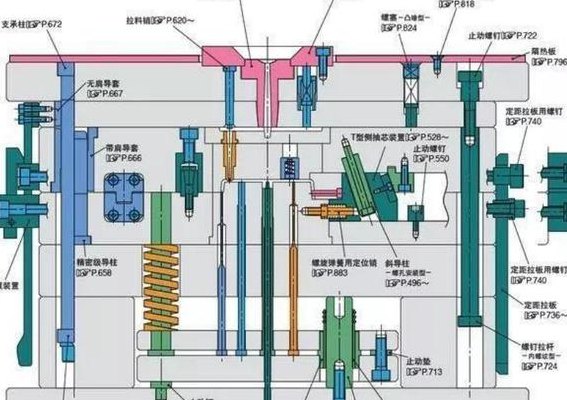
注塑模具主要有定模、动模、定模固定板、动模底板、支板、底板、顶杆、拉料杆、反顶杆、进料浇口套、导柱、导套、顶杆固定板、顶杆推板、内六角螺丝、销钉等。有些结构复杂的还有滑块、斜滑块等。
塑胶模具经典结构设计:斜行位加斜顶结构解析
1、首先,产品采用大水口潜水进胶方式,以满足严格外观要求和高效率需求。此设计确保了胶料能均匀注入模具,形成所需产品结构。接着,产品在左右方向均存在倒扣,并且在斜方向内部有三处卡扣。同时,出模方向包含两种不同方向的倒扣。面对这种复杂结构,设计者需采用斜顶结构辅助脱模。
2、斜顶设计并非简单,它要求精确计算行程,保证顶出行程足够但不过长。顶出行程EJH必须大于成品高度H,且需配合斜顶角度,确保倒勾脱离模具。斜顶高度至少两倍于成品高度,以保证稳定性。实例演示中,顶针式斜顶如在成品倒勾多且行程小的情况下,选择合适的顶针直径和结构至关重要。
3、行位一般是抽外面的倒扣的,指滑块;斜顶又名斜梢,一般抽内部的倒扣,记住是一般行位一般指滑块。也有把滑块和斜顶统称为行位的.不同地方说法不一。行位一般是零件外部的侧型芯出模结构,滑块压在弹黄上。开模时,弹簧张力就会把滑块弹开,侧型芯也就被抽出。
4、在模具设计的世界里,斜顶是一项不可或缺的结构,它巧妙地处理产品结构中的倒勾难题。与行位机构相比,斜顶的设计理念和实施方式独具特色。斜顶的核心原理是将模具的垂直运动转化为水平运动,其动作驱动力源主要来自顶针板,而非行位的模具开闭。
5、通常斜导柱的角度为20°,知道滑块移动的距离,利用三角函数就可以计算出斜导柱的长度,这个长度另外还要加上安装在固定板里的长度尺寸。斜顶的计算也是同斜导柱一样,知道倒扣的尺寸,然后根据斜顶顶出的距离,确定斜顶的角度。
6、一般指的模具的行位机构,即凡是能够获得侧向抽芯或侧向分型以及复位动作来拖出产品倒扣,低陷等位置的机构。
")
")
")
")
")
")
")
")