

自由锻的基本工序(自由锻的基本工序应用较多的是)
自由锻最常用的基本工序三种
热锻、冷锻、温锻。热锻。在高温下进行的锻压过程称为热锻,热锻可以改善材料的塑性和韧性,使其更容易变形,适用于高强度、高温度环境下的锻造。常用于锻造大型、复杂形状的工件。冷锻。
镦粗,坯料高度减小,横截面积增大,常用于锻造加工饼块类锻件,空心锻件在冲孔前使坯料横截面增大和平整。拔长,坯料横截面积减小,长度增加用于轴杆类锻件成形或者是改善锻件内部质量。
自由锻的基本工序有镦粗、延伸、错开、冲孔、切割、弯曲、扭转和锻焊等。镦粗:变形时减少锭或坯的长度,增大其横截面,可生产叶轮、齿轮和圆盘等锻件。延伸:减小坯的横截面,增加其长度,如生产轴、锻坯等。
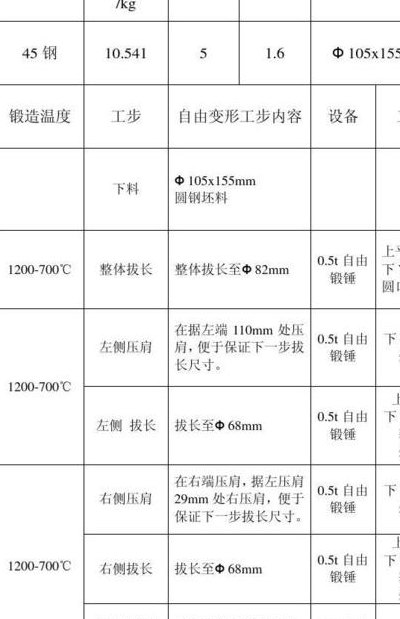
自由锻造基本工序:短粗、拔长、冲孔、扩孔、芯棒拔长、切断、弯曲、扭转、墩挤、锻接等。主要是确定工艺卡上的工件锻前和锻中温度。
自由锻有那些基本工序?各有何用途
1、自由锻的基本工序有镦粗、延伸、错开、冲孔、切割、弯曲、扭转和锻焊等。镦粗:变形时减少锭或坯的长度,增大其横截面,可生产叶轮、齿轮和圆盘等锻件。延伸:减小坯的横截面,增加其长度,如生产轴、锻坯等。
2、热锻、冷锻、温锻。热锻。在高温下进行的锻压过程称为热锻,热锻可以改善材料的塑性和韧性,使其更容易变形,适用于高强度、高温度环境下的锻造。常用于锻造大型、复杂形状的工件。冷锻。
3、镦粗,坯料高度减小,横截面积增大,常用于锻造加工饼块类锻件,空心锻件在冲孔前使坯料横截面增大和平整。拔长,坯料横截面积减小,长度增加用于轴杆类锻件成形或者是改善锻件内部质量。
自由锻工序分为哪几种呢?
【拔长】也称延伸,它是使坯料横断面积减小、长度增加的锻造工序。拔长常用于锻造杆、轴类零件。【镦粗】是使毛坯高度减小,横断面积增大的锻造工序。 镦粗工序主要用于锻造齿轮坯、圆饼类锻件。
自由锻工序分为基本工序、辅助工序和精整工序。基本工序包括镦粗、拔长、冲孔、弯曲、切割等;辅助工序包括压钳口、倒棱、压肩等;精整工序是对已成形的锻件表面进行平整,清除毛刺、校直弯曲、修整鼓形等。
自由锻的基本工序有镦粗、延伸、错开、冲孔、切割、弯曲、扭转和锻焊等。①镦粗。变形时减少锭或坯的长度,增大其横截面,可生产叶轮、齿轮和圆盘等锻件。②延伸。减小坯的横截面,增加其长度,如生产轴、锻坯等。③错开。
自由锻的基本工序包括镦粗、拔长、冲孔、切割、弯曲、扭转、错移及锻接等。自由锻采取的都是热锻方式。
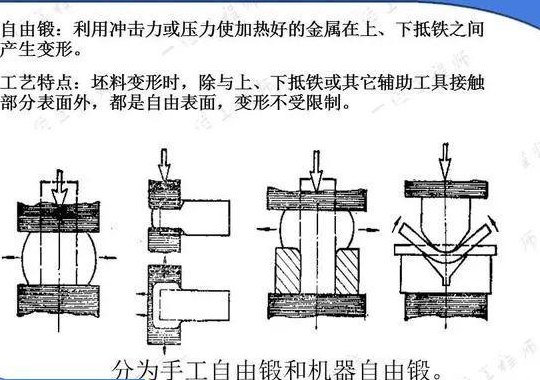
自由锻是一种变形加工工艺,将金属材料通过压力使其产生塑性变形,以达到所需形状和尺寸的加工方法。
自由锻有哪些主要工序?
【拔长】也称延伸,它是使坯料横断面积减小、长度增加的锻造工序。拔长常用于锻造杆、轴类零件。【镦粗】是使毛坯高度减小,横断面积增大的锻造工序。 镦粗工序主要用于锻造齿轮坯、圆饼类锻件。
自由锻的基本工序如下:自由锻的基本工序有镦粗、延伸、错开、冲孔、切割、弯曲、扭转和锻焊等。镦粗:变形时减少锭或坯的长度,增大其横截面,可生产叶轮、齿轮和圆盘等锻件。
自由锻工序一般分为基本工序、辅助工序和修整工序。基本工序是指能够较大的改变坯料形状和尺寸的工序,也是自由锻过程的主要变形工序。如镦粗、拔长、冲孔、芯轴拔长、弯曲、错移、扭转等。
")
")
")
")
")
")
")
")