

管道焊接电流对照表图(管道焊接角度图解)
氩弧悍一般焊接管道用多大电流
管氩弧焊盖面80~140a电流。氩弧焊即GTAW一般采用的钨极规格为0或者5/4mm,铈钨极,电流控制在80~140之间,根据板厚或者壁厚确定,气体一般是说流量,很少谈及压力,只要瓶中压力不低于0.5MPa就可以,流量一般在10~15L/Min,正常情况焊接黑色金属为DCEN即直流正接。
在选择电流时,对于薄壁不锈钢管的焊接,电流值通常设定在45至55安培之间。这个范围能够提供适当的焊接热输入,以确保焊缝质量。 对于壁厚2毫米以上的不锈钢管,建议使用直径为2毫米的焊丝。此时,焊接电流应在65至75安培之间,以适应较厚的管壁和更高的焊接要求。
在进行碳钢管8mm厚度的氩弧焊时,建议使用100-105A的电流。尽管电流对焊接质量有一定影响,但通常在6mm以下的厚度,我们会选择95A作为基础电流。对于超过6mm厚度的情况,则建议采用100-105A的电流。值得注意的是,电流增大时,焊枪的移动速度也需要相应加快,以保证良好的气体保护效果。
A左右。一般来说,氩弧焊管的打底电流选取为100A左右比较合适。如果是新手调到100即可。电流大小还受到焊接板厚度的影响,如果焊接板厚较大,可以适当提高电流,但一定要注意控制好电流的大小,避免过高或过低。
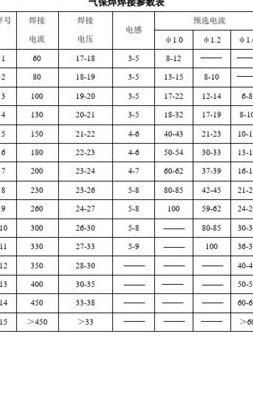
焊接参数:手工焊:钨极直径2mm,焊丝直径6mm,焊接电流7~28A,氩气流量3~4L/min;自动焊:钨极直径6mm,焊丝直径6mm,焊接电流50~80A,氩气流量5L/min.焊丝、焊枪与焊件之间的角度:用手工钨极氩弧焊焊接时,焊枪、焊丝与焊件之间必须保持正确的相对位置,这由焊件形状等情况来决定。
A。0.5~5mm的薄板,适宜的焊接电流为20~50A,5~3mm的中厚板,适宜的焊接电流为50~80A,3~6mm的厚板,适宜的焊接电流为80~120A。
PE160管道电熔焊接参数是多少?
1、焊接电压为35+-0.5V。160pe管电熔焊接参数是焊接电压为35+-0.5V,焊接电流最大不超过100A,用于燃气或给水的CJJ工程,160pe管作为聚乙烯材料的管材的低温脆化温度极低,可在-60到60℃温度范围内。
2、pe电熔法轮盘参数焊接电压为35+-0.5V,焊接电流最大不超过100A。PE管电熔焊接电压为35+-0.5V,焊接电流最大不超过100A,冷却额时间根据管件规格不同,在管件标签上有标注。
3、焊接的具体参数可参考相关表格,例如PE160法兰的电熔焊接参数为加热320秒,随后冷却16分钟,以确保连接深度达到95毫米。
4、PE电熔管件焊接时,应将温度控制在160±10摄氏度,这是确保焊接质量的关键。焊接前,先测量并用记号笔在管材上标出插入管件的深度,或者在鞍型管件上标出焊接区域。确保管材端面垂直于轴线。焊接应在清洁剂完全挥发后进行。清洁管材焊接区域,确保无残留物质,重新标识插入管件的深度。
5、PE160电熔的时间为约6分钟。以下是详细的解释:PE管的电熔焊接 PE管是一种常用的塑料管道材料,具有优良的耐腐蚀性、无毒害、质量轻等特点。在PE管的连接过程中,电熔焊接是一种常用的方法。电熔焊接是通过电熔焊机对预埋在管道内的电熔丝进行加热,使管道连接处熔融后冷却固化,从而达到连接的目的。
6、大口径管材则需要使用专用的热熔机,常见的型号包括160、250、31450、630等,采用对接或电熔件连接,无需焊条。在PE管热熔对接过程中,需要注意四个方面:焊接温度、时间、压力和焊接面的清洁度。温度根据原料等级确定,PE100为215-235℃,PE80为200-220℃。
电焊焊管道电流用多大
1、不同厚度的钢管由于其导电性和储热能力的不同,需要采用不同的电流。例如,对于0.8-2毫米厚的钢管,焊接时电流应在50-80安培之间;而对于2-6毫米厚的钢管,电流则应调整至80-120安培;6-0毫米厚的钢管焊接时电流应在120-150安培范围内。当焊接更厚的钢管时,电流需要相应增加。
2、根据焊法位置选择焊接电流:140A(仰焊缝)、140-160A(立对接、横对接)、180A以上(平对接)。如果是全位置焊接(包括平、横、立、仰各种位置)选择的焊接电流值应该是全能电流值,一般取立焊电流值。而焊接水平固定管子对接时采用的是全位置焊接电流,一般取立对接的焊接电流值。
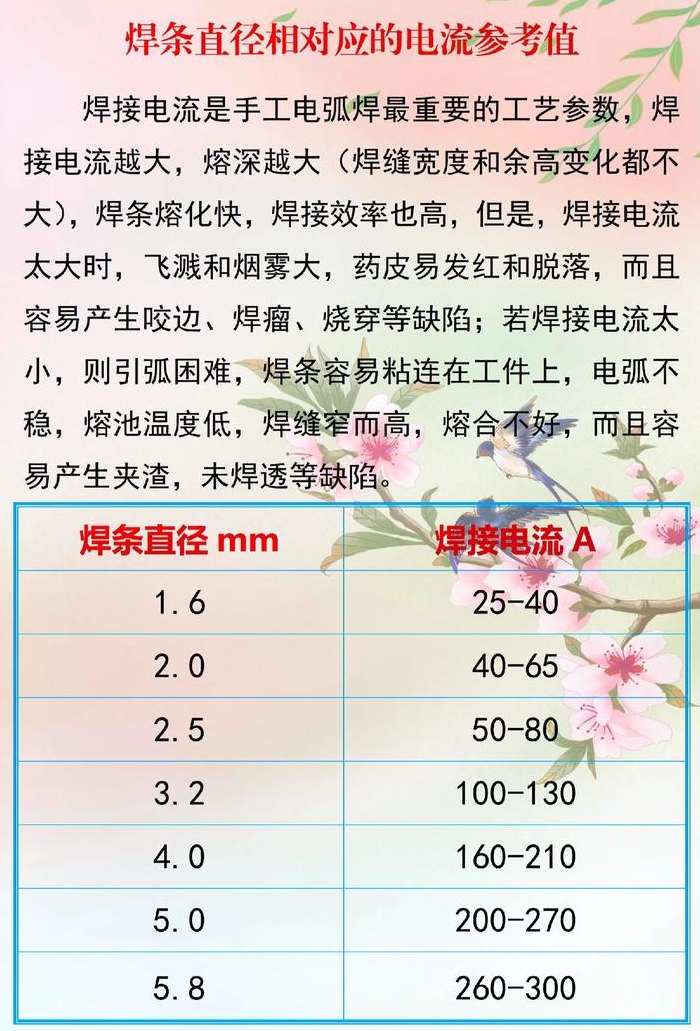
3、J422焊条的焊接电流参考如下:焊条直径5mm,电流范围70-90A;焊条直径2mm,电流范围100-130A;焊条直径0mm,电流范围130-150A;焊条直径0mm,电流范围150-180A。如果锈水管为生锈的普通铸铁管,则建议更换。若需修复,应选用高抗裂性能的铸铁焊条,如WEWELDING777铸铁焊条,采用冷焊工艺。
阀门的螺纹连接形式有哪些?
1、法兰连接 法兰连接的阀门安装和拆卸方便,但较螺纹连接重,价格也较高。适用于各种通径和压力的管道连接。然而,当温度超过350℃时,螺栓、垫片和法兰的蠕变松弛可能导致连接泄露。
2、阀门用的螺栓类型包括全螺纹螺柱、活节螺栓、内六角螺栓和六角螺栓。适用于不同通径的阀门和法兰的螺栓尺寸如下:- 通径 DN 12340、50、680、100、12150、200、250、300、350、400、450、500、600 的法兰,其螺栓厚度分别为 0、6。
3、阀门和管路的连接方式主要有螺纹,法兰,焊接,卡箍,卡套等;常见的有四种螺纹连接,法兰连接,焊接连接,卡箍快装连接本文进行详细的介绍,以及分析他们的区别,如果回答对您有帮助的话,麻烦您高抬贵手,给威盾VTON阀门点个赞。
4、阀门螺纹的种类繁多,常见的有NPT(美国标准锥管螺纹)、BSP(英国标准管螺纹)、Rc(圆锥内螺纹)等。这些螺纹类型各有特点,适用于不同的应用场景。例如,NPT螺纹因其锥度设计,能够提供更好的密封性能,常用于高压、高温的工作环境;而BSP螺纹则因其结构简单、易于加工,广泛应用于一般工业管道连接。
5、螺纹连接是一种常见的机械连接方式,用于连接两个物体或配件,常用于管道、阀门、水龙头等机械部件。螺纹连接有许多基本类型,包括内螺纹连接、外螺纹连接、平口螺纹连接、尖口螺纹连接等。内螺纹连接是指一种内部螺纹的连接方式,通常用于连接外部螺纹的配件。
6、阀门连接方式主要包括螺纹连接、法兰连接、焊接连接和卡箍快装连接。以下是每种连接方式的详细介绍和区别分析。 螺纹连接 螺纹连接是将阀门进出口端部加工成锥管螺纹,旋入锥管的螺纹接头或管道上。这种连接可能存在较大的泄露沟道,因此可使用密封剂如密封胶带或填料来堵塞。
电焊锈水管用什么焊条?多大电流?
电焊锈水管时,若为普通碳钢管,可选用易于起弧的钛钙型药皮的J422电焊条进行焊接。焊接电流的选择需考虑水管厚度及电焊条直径,以打开熔池为标准。J422焊条是一种酸性焊条,对应国际标准牌号E4303,药皮为钛钙型,适用于焊接低碳钢结构及低合金钢,焊接强度等级较低的普通碳钢管道。
电焊锈水管如果是普通的碳钢管用易于起弧的钛钙型药皮的J422的电焊条焊接即可,焊接电流需要看水管的厚度及电焊条选择的直径来决定焊接电流,以能够打开熔池为标准,可以参考以下电流参数焊接。J422概述:J422焊条是普通叫法,对应国际标准牌号E4303。
直径为2mm,焊接电流:100~130A合适。先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。
由于是生铁的管子,所以可以使用生铁焊条进行焊接和修复。关掉家中的总水阀,将生锈、漏水的部位擦掉,然后用环氧树脂将裂纹处涂上。然后在上面涂上一层环氧树脂,这样就可以防止漏水了。
WEWELDING555铝电焊条具有特殊的药皮,适用于各种铸铝和变形铝的焊接,包括5XXX、6XXX、2XXX系列的铝合金。采用普通直流电焊机焊接时,具有出色的电弧稳定性和极低的火花飞溅,焊缝具有优异的抗腐蚀性能和良好的颜色匹配。这种焊条主要用于铸件堆焊、铅制铸铝、机械误差修复、水管和水槽等场景。
WEWELDING777具有交直流两用性,推荐在直流焊接时采用直流反接。其包装规格为直径4毫米、2毫米和0毫米,对应的电流范围分别是60-100安培、85-110安培和90-140安培,包装重量统一为2磅。
")
")
")
")
")
")
")
")