

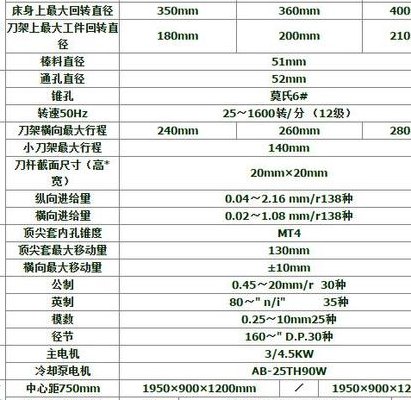
手工车床参数对照表图(手工车床怎么操作)
直纹滚花外径怎么计算的呢?
1、精确计算滚花前工件外径的技巧:模数 m=0.2,直纹滚花,其规定标记为:直纹 m0.2 GB 6403一1986;模数m=0.3,网纹滚花,其规定标记为:网纹 m0.3 GB 6403一1986。考虑到滚轮心轴刚度,选择增大倍数n1=3,D=2h+n·n1·p/π=0.132×2+66 ×3× 0.628 /π=38(mm)。
2、直纹滚花外径对照表:模数 m=0.2,直纹滚花,其规定标记为:直纹 m0.2 GB 6403一1986; 模数m=0.3,网纹滚花,其规定标记为:网纹 m0.3 GB 6403一1986。 一般是一边滚花一边测量,滚花后直径可增大0.10~0.20。
3、压花外径深度(外径)÷24×花齿距=压花前外径。滚花是一种制造工艺,通常是在车床上进行的,在这种加工过程中,一种直线、角度或交叉线的图案被轧制到材料中。该操作用于在工件的一部分上产生压痕。滚花可以让手或手指更好地握在滚花的物体上,而不是原本光滑的金属表面。
4、d=m*Z。滚花是在金属制品的捏手处或其他工作外表滚压花纹的机械工艺,主要是防滑用,用滚花刀将工件表面滚压出直纹或网纹的方法称为滚花,外径的计算公式为d=m*Z。
5、mm。直纹滚花外径对照表:模数m=0.2,直纹滚花,其规定标记为:直纹m0.2GB6403一1986,模数m=0.3,网纹滚花,其规定标记为:网纹m0.3GB6403一1986。一般是一边滚花一边测量,滚花后直径可增大0.10~0.20。
求数控车床中螺纹的对照图表?
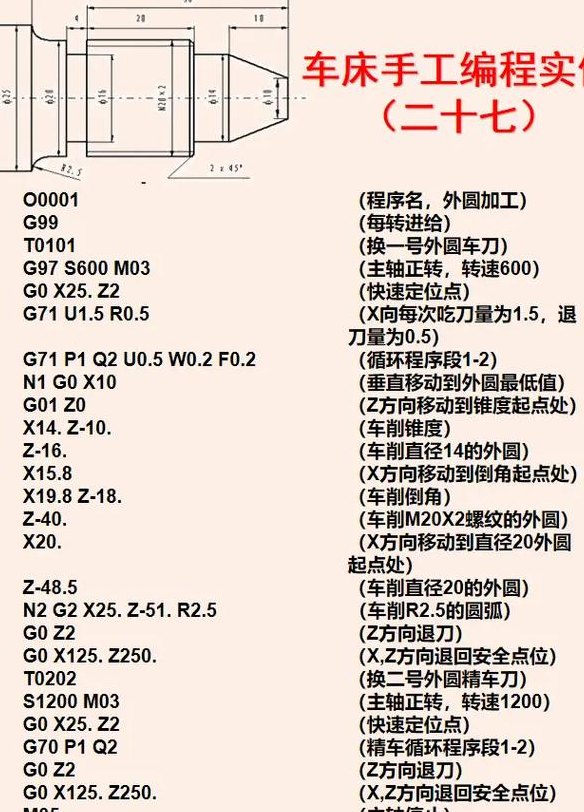
对下图所示的55°圆锥管螺纹zg2″编程。根据标准,其螺距为309mm(即24/11),牙深为479mm,其它尺寸如图(直径为小径)。用五次吃刀,每次吃刀量(直径值)分别为1mm、0.7 mm、0.6 mm、0.4mm、0.26mm,螺纹刀刀尖角为55°。
种类繁多,常见的比如FANUC系统就有G3G3G3G9G76等,不同的数控系统有所不同,但国际标准规定的螺纹指令都是相同的;螺纹切削指令一般都有简单指令,比如G3G3G34,只是走一刀(车螺纹的那一个动作),还有螺纹固定循环,比如G92,走一个矩形或梯形路线,最后回到起点。
R3/4是管用锥螺纹的意思和PT3/4,或者RC3/4意思一致。
度圆锥管螺纹 d=D-6 乘 P ;4 :55 度圆锥管螺纹 d=D-28 乘 P ;5 :55 度圆柱管螺纹 d=D-3 乘 P ;6 :60 度米制锥螺纹 d=D-3 乘 P ;注:d= 螺纹小径,D= 螺纹大径,P= 螺距,H 就是牙形高度 粗牙就是 M+ 公称直径(也就是螺纹大径)。
虽然可以利用三角函数计算出螺纹大小径,但是较繁琐,而且螺纹等级不同其大小径也不同。
因此数控车削普通螺纹牙深计算公式为L′=K﹣h =0.7578P﹣R,此时车出的牙底宽度不是P/4,也不是一个平面,而是以R为半径的中心角为90°的一段圆弧。
普通车床上的车螺纹的表怎么看
车螺纹表格林美有很多分类,可以看车螺纹的种类、大小等。按螺纹要素分,可分为标准螺纹、特殊螺纹和非标准螺纹。其中牙型、公称直径和螺距三个要素都符合标准的螺纹称为标准螺纹。只有牙型符合标准的螺纹称为特殊螺纹;牙型不符合标准的螺纹称为非标准螺纹。
普通车床的铭牌有:mm:是车公制螺纹(含梯形螺纹);mπ:是车蜗杆的(模数螺纹或公制蜗杆);n/1:是车英制螺纹(每英吋多少牙);DP/1"π:是车径节螺纹的 (英制蜗杆)。每台出厂的普通车床都有螺纹铭牌(通常在齿轮箱上),根据需要加工的螺纹规格对应铭牌上的规格调节走刀档位。
不过我以普通车床来说明;一,选定区域,螺纹表分公制螺纹区、英制螺纹区、模数螺纹区。二,在区域里选定要加工的螺纹规格,比如要加工公制2毫米的螺纹,就在公制螺纹区找到2。三,以2为基点,向上和向左看找到相对应的手柄所要放置的档位。
在普通车床上加工螺纹时,我们首先需要查看螺纹加工表。加工表上通常会列出英制和公制螺纹的相关数据。英制螺纹的一个显著特征是用螺纹每英寸内的牙数来表示,而公制螺纹则使用螺距,即螺纹相邻两牙在中径线上对应点之间的轴向距离。对于英制螺纹,我们可以通过查看加工表来找到特定螺纹的牙数。
一,选定区域,螺纹表分公制螺纹区、英制螺纹区、模数螺纹区。二,在区域里选定要加工的螺纹规格,比如要加工公制2毫米的螺纹,就在公制螺纹区找到2。三,以2为基点,向上和向左看找到相对应的手柄所要放置的档位。以2为基点的这一列,向上看,和以2为基点的这一行,向左看。
")
")
")
")
")
")
")
")